 EN
EN
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 PL
PL
 PT
PT
 RU
RU
 ES
ES
 TL
TL
 ET
ET
 TH
TH
 MS
MS

Tradycja sięgająca tysiącleci, wyrabianie żelaza przez odlewnictwo przetrwała jako podstawa w współczesnym produkcji z powodu swojej elastyczności i wytrzymałości. To prowadzi do tworzenia zahartowanych elementów z surowego żelaza, które znajdują zastosowanie w wielu branżach, w tym w sektorze motoryzacyjnym, budowlanym, infrastrukturalnym oraz w przyrządach gospodarczych. Producentom chcącym zwiększyć efektywność produkcji, obniżyć koszty jednocześnie utrzymując optymalne wydajność produktów, potrzebna jest solidna znajomość różnych rodzajów odlewów żelaznych. Korzystając z Helix ALM, omówię pięć różnych podejść, które mogą pomóc określić, które strategie są najlepsze dla Ciebie, biorąc pod uwagę różne właściwości i konkretne przypadki zastosowań.
Od kształtów do projektowania
Proces nauki odlewania żelaza rozpoczyna się odlewania piaskowego, które można wykorzystać tylko do zdefiniowania go jako jedną z tych podstawowych metod i szerokich odmian. Odlewanie piasku: Stosowanie form z piasku zmieszanego z wiązaczami i innymi materiałami, do ponownego użytku lub jednorazowego użytku. Jego prostota pozwala na proste i złożone kształty, co czyni sztukę kropkową bardzo wszechstronną. Nie tak szybki i precyzyjny jak bardziej zaawansowane metody, ale doskonały z dużymi częściami i jednorazowym funkcjonowaniem FunctionQ:No_POINTS_given in/etc/utterances/skills_md.md Rok i pół procesu transferu charakteryzował się również minimalnymi koszt
Produkcja dużych ilości z szybkością i precyzją
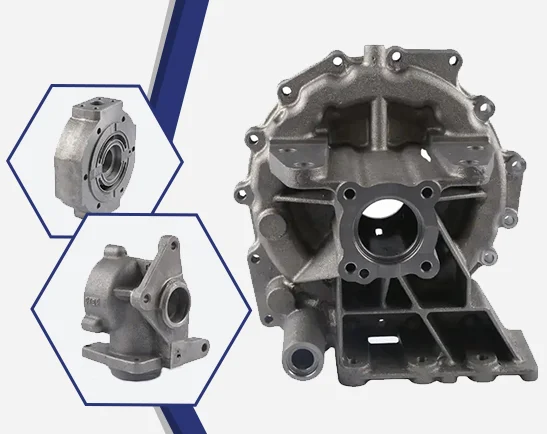
Gdy chodzi o prędkość i skomplikowane szczegóły, wyrabianie pod ciśnieniem dominuje na scenie. Wyrabianie pod ciśnieniem obejmuje użycie ponownie wykorzystywanych metalowych form, które są stosowane przy wysokim ciśnieniu w celu wstrzyknięcia topionego żelaza, osiągając elementy o znacznie lepszej dokładności wymiarowej i jakości powierzchniowej niż to możliwe jest w odlewnictwie piaskowym. Duże serię produkcyjne mniejszych, złożonych części, takich jak bloki silników lub obudowy biegów oraz ciała pomp, korzystają z tego procesu. Szybkie czasy cyklu i małe tolerancje metody wyrabiania pod ciśnieniem zmniejszają marnotrawstwo, wymagając tylko odrobinę albo wcale obróbki mechanicznej w zależności od ich właściwości - co zwiększa produktywność, jednocześnie poprawiając możliwość masowego produkcji.
Głębokie wglądy w inwestycyjne odlewanie żelaza
Odlewanie inwestycyjne, zwane również odlewaniem woskowym, jest precyzyjnym procesem odlewania metalu stosowanym do produkcji części o wysokim szczegółach. Następnie wosk jest roztopiony, tworząc jamę, do której wpada stopione żelazo. Jest to proces, który pozwala na tworzenie części o złożonych szczegółach i dokładności zbliżonej do kształtu sieci, zmniejszając zależność od operacji poobróbkowych. Przemysł lotniczy i obronny wykorzystuje odlewy inwestycyjne do produkcji części, które muszą być lekkie, złożone w geometrii lub zastosowania o wysokiej wytrzymałości. Chociaż odlewanie inwestycyjne jest jednym z najdroższych i czasochłonnych procesów, może zapewnić wyjątkowo ciasne tolerancje i niesamowite kształty, które są idealne w specjalnych zastosowaniach.
Wyjątkowe korzyści z odlewania pleśni
Jest to kompromis między szybkim odlewem na desce i niskim kosztem odlewów piaskowych - w ten sposób odlewanie muszli. Zwieszany żywicą piasek jest używany do tworzenia przepuszczalnej, cienkiej twardej powłoki wokół wzoru i ten szachy są wzór usunięty z tych powłok poprzez usunięcie wzoru będzie nazywany jamą pleśni. W tym otworze wlewa się stopione żelazo, a po usunięciu odlewu ochładza się je. Odlewy w formie muszli są przeznaczone do produkcji średniej wielkości części o lepszej wykończoności powierzchni i dokładności wymiarowej niż odlewy piaskowe, ale o znacznie niższych kosztach za część niż odlewy inwestycyjne o niskiej objętości. Z tego powodu jest szeroko stosowany w przemyśle motoryzacyjnym i inżynieryjnym ze względu na zdolność masowej produkcji kształtów lub skomplikowanych geometrii dla niższych kosztów, takich jak duża pojemność objętościowa.
Odkrywanie procesu potrzebnego do projektu
Pracując w dziedzinie odlewnictwa żelaza, musisz zaplanować, w zależności od wymagań projektowych, ile jednostek ma zostać wyprodukowanych, uwzględniając również ograniczenia budżetowe. Każdy z tych metod oferuje unikalne korzyści dla różnych typów wymagań produkcyjnych. Odlew w piasku jest lepszy do mniejszych projektów niestandardowych lub bardzo dużych elementów w niskich objętościach, a ciśnieniowy odlew powinien być zarezerwowany dla bardzo dużych objętości małych, skomplikowanych części. Natomiast odlew inwestycyjny jest idealny dla tych ultrawysokotolerancyjnych komponentów klasy lotniczej, a odlew w formie powłokowej spełnia rolę średnich rozmiarów części, które wymagają kompromisu między szybkością a szczegółami.
Wybrany proces wyciągania będzie więc wpływał na ostateczną jakość i efektywność produkcji, a czasami również na znaczne koszty. Systematyczna ocena kluczowych parametrów, takich jak ogólna złożoność projektu, poziom akceptacji tolerancji wymiarowych, wymagania dotyczące jakości powierzchniowej oraz rozmiar partii, jest kluczowa w wspieraniu producentów przy ustalaniu właściwego procesu wyciągania żelaza. Ostatecznie, im większa jest szczegółowość waszego zrozumienia tych metod, tym bardziej będziecie mogli skutecznie wykorzystywać żelazo do produkcji trwałycych historycznie i aktualnie odpowiednich elementów dla naszego złożonego świata.

